-

سه نوع جوش زیر آب وجود دارد: روش خشک، روش مرطوب و روش نیمه خشک.جوش خشک این روشی است که در آن از یک محفظه هوای بزرگ برای پوشش جوش استفاده می شود و جوشکار در محفظه هوا جوشکاری را انجام می دهد.از آنجایی که جوشکاری در فاز گاز خشک انجام می شود، ایمنی آن در ...ادامه مطلب»
-

در فرآیند جوشکاری، موارد زیادی نیاز به توجه دارند.زمانی که نادیده گرفته شود، ممکن است یک اشتباه بزرگ باشد.اینها نکاتی است که در ممیزی فرآیند جوشکاری باید به آنها توجه کنید.اگر با حوادث با کیفیت جوش سر و کار دارید، باز هم باید به این مشکلات توجه کنید!1. جوشکاری...ادامه مطلب»
-
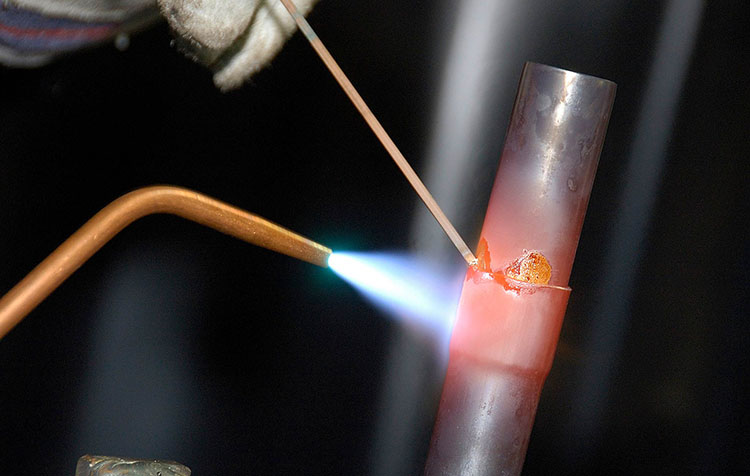
منبع انرژی لحیم کاری می تواند گرمای واکنش شیمیایی یا انرژی گرمایی غیرمستقیم باشد.از فلزی با نقطه ذوب کمتر از ماده جوشکاری شده به عنوان لحیم استفاده می کند.پس از گرم شدن، لحیم کاری ذوب می شود و عمل مویرگی، لحیم کاری را به شکاف بین سطح تماس فشار می دهد.ادامه مطلب»
-

نکته دانش 1: عوامل مؤثر و اقدامات متقابل بر کیفیت فرآیند جوشکاری کیفیت فرآیند به میزان تضمین کیفیت محصول در فرآیند تولید اشاره دارد.به عبارت دیگر، کیفیت محصول بر اساس کیفیت فرآیند است و باید دارای خدمات عالی ...ادامه مطلب»
-

1. کاهش تمرکز تنش نقطه تمرکز تنش منبع ترک خستگی بر روی اتصال و سازه جوش داده شده و تمام ابزارهای حذف یا کاهش تمرکز تنش می تواند استحکام خستگی سازه را بهبود بخشد.(1) یک فرم ساختاری معقول اتخاذ کنید ① مفاصل لب به لب برای ...ادامه مطلب»
-

فرآیند جوشکاری زیرپودری ایده آل ترین انتخاب در زمینه های کاربردی مهم خطوط لوله، مخازن تحت فشار و مخازن، ساخت مسیر و ساخت و ساز عمده است.دارای ساده ترین فرم تک سیم، ساختار دو سیم، ساختار سری دو سیم و ساختار چند سیم است....ادامه مطلب»
-
تنش پسماند جوشکاری ناشی از توزیع دمای ناهموار جوش ناشی از جوشکاری، انبساط و انقباض حرارتی فلز جوش و غیره است، بنابراین ساختار جوشکاری ناگزیر باعث ایجاد تنش پسماند می شود.رایج ترین روش برای از بین بردن تنش پسماند در...ادامه مطلب»
-

1. اصل اولویت جوشکاری قوس الکتریکی با الکترود برای نصب و جوشکاری خطوط لوله که قطر آنها خیلی زیاد نباشد (مانند زیر 610 میلی متر) و طول خط لوله خیلی طولانی نباشد (مانند زیر 100 کیلومتر)، جوشکاری قوس الکتریکی باید به عنوان اولین انتخاب در نظر گرفته شود.که در...ادامه مطلب»
-

1. چگونه فولاد نرم را جوش دهیم؟فولاد کم کربن دارای محتوای کربن کم و انعطاف پذیری خوب است و می تواند به اشکال مختلف اتصالات و اجزای سازنده آماده شود.در فرآیند جوشکاری، تولید ساختار سخت شده آسان نیست و تمایل به ایجاد ترک نیز کم است.در عین حال این است که ...ادامه مطلب»
-

Ⅰ.راه اندازی 1. سوئیچ روشن/خاموش را در پانل جلویی روشن کنید و کلید روشن/خاموش را در موقعیت «روشن» قرار دهید.چراغ برق روشن است.فن داخل دستگاه شروع به چرخیدن می کند.2. سوئیچ انتخاب به جوش آرگون و جوشکاری دستی تقسیم می شود.Ⅱ.جوش آرگون ...ادامه مطلب»